虽然工业3D打印机的成型尺寸很大,但是针对一些超大型模型3D打印需求(如大型雕塑、道具、建筑模型),必须采用分块打印+组装的方式才能实现。
大型模型分块3D打印需要注意的要点:
1. 分割策略:
几何拆分: 沿自然接缝(如关节、结构转折)、隐藏面或最小化视觉影响的平面切割。
结构强度考量: 确保分割面能承受连接后的应力,避免薄弱点。在连接处内部设计加强筋或榫卯结构是常见做法。
打印可行性: 每个分块需适配打印机尺寸,优化摆放方向以减少支撑、提高成功率并节省材料。考虑重力对悬垂结构的影响。
2. 连接设计:
榫卯/卡扣: 高精度、无额外材料、强度好,但对设计和打印精度要求极高(需精确补偿公差)。常见形式有直榫、燕尾榫、圆榫、各种卡扣结构。
定位销/孔: 简单有效,确保分块精确对齐。销孔间需预留适当间隙(通常0.1-0.3mm)补偿打印误差。
内置连接件槽: 为螺丝、螺母、金属杆、磁铁、木骨架等预留空间和通道,提供强力连接。
平面粘接: 最简单,但对粘接面平整度、清洁度要求高,强度依赖胶水性能。
3. 公差补偿:
设计预留: 在配合面(榫卯、销孔)主动设计间隙(如单边0.1-0.2mm),避免因材料收缩或微小误差导致无法组装。
后处理: 打磨、钻孔是调整尺寸、提高配合精度的必要手段。
二、 分块打印:优化与执行
1. 模型准备与切片:
专用软件: 使用Meshmixer, Netfabb, Luban等软件的切割工具,精确控制分割面。生成连接结构(如内置卡扣、销孔)。
切片策略: 为每个分块单独优化切片设置。关键点:
l 层高: 平衡精度与速度,外表面建议较细层高(0.1-0.2mm)。
l 壁厚/顶底厚: 增加壁厚(≥3层)和顶底厚度(≥5层)显著提升连接面强度。
l 填充: 连接区域建议高填充率(≥30%)或局部填充增强。整体填充率根据模型受力调整。
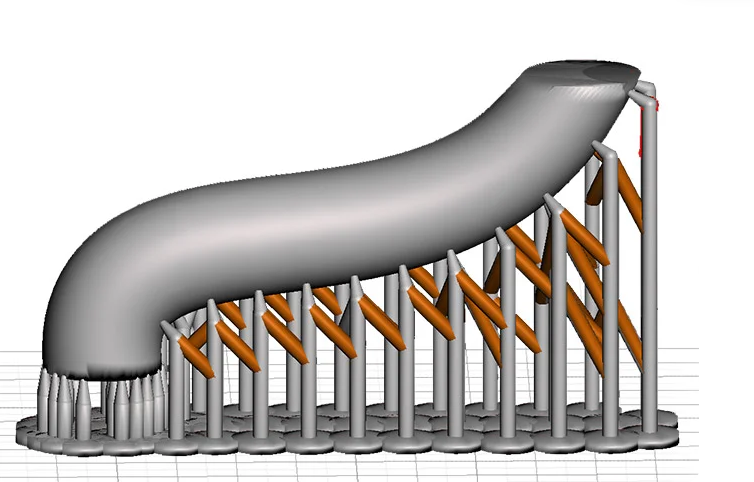
l 支撑: 精细设计支撑,优先使用树状支撑减少接触点和后期处理难度。确保连接结构区域支撑充分可靠。
l 打印速度: 外表面和关键细节处降低速度以提高质量。
2. 材料选择:
PLA: 易打印、低收缩、刚性高,适合精度要求高的榫卯结构,但韧性稍差。
PETG: 韧性好、强度高、耐冲击、收缩率低,是大型组装模型的理想选择,兼具强度和一定的变形容忍度。
ABS: 强度韧性好,但收缩率高、易翘曲,对打印环境和温控要求高。适合需要后处理(丙酮抛光)或耐温的场景。
树脂: 精度极高、表面光滑,适合细节丰富的分块。但通常更脆、成本高、需后固化,连接设计需考虑其脆性。

三、 后处理:精修与准备
1. 支撑拆除: 使用斜口钳、镊子、刮刀等工具小心移除支撑。特别注意保护连接结构区域。
2. 打磨:
粗打磨: 使用低目数砂纸(如120-240目)快速去除支撑残留、分层线痕和分割面的毛刺。
精打磨: 使用高目数砂纸(如400-1000目以上)或海绵砂纸打磨外表面和粘接面,使其光滑平整。水磨可减少粉尘。重点打磨连接配合面,确保密合。
3. 清洁: 使用异丙醇或专用清洁剂彻底清除分块表面的油脂、灰尘和打磨残留。这对粘接强度至关重要。
4. 预组装(干装): 在粘接或固定前进行试组装,检查配合精度、发现干涉点,并进行必要的微调(如扩孔、打磨突出点)。
四、 组装:稳固结合的关键
1. 粘接(适用于平面粘接、榫卯加固、销钉固定):
选择胶水:
l PLA/PETG/ABS专用胶水: 如CA胶(瞬间胶)、专用塑料胶(通常含溶剂,能轻微熔融塑料形成强力结合)。注意选择合适粘度。
l 环氧树脂: 双组分,强度极高、填充性好,适合有缝隙或需要高强度的连接。固化时间较长。
l 丙烯酸胶: 如乐泰480等,具有高剪切强度和抗冲击性。
施胶技巧: 少量、均匀涂抹于粘接面。对于榫卯结构,胶水主要起辅助固定和密封作用,而非主要承力。使用夹具或胶带固定,确保位置精准,直至胶水固化(遵循产品说明)。
2. 机械连接(适用于高要求强度或可拆卸需求):
螺丝螺母: 强度最高、最可靠。需预先埋入热熔螺母、打印螺纹孔(需设计公差补偿)或在组装时钻孔攻丝。推荐使用自攻螺丝搭配PLA/PETG(需预钻孔)或金属螺母。
金属杆/螺栓: 贯穿多个分块,提供核心骨架支撑,极大增强整体刚性。常与胶水结合使用。
磁铁: 实现快速、无损的模块化组装/拆卸。需精确嵌入强力钕磁铁(注意极性!),通常与定位销配合保证对准。
木/金属骨架: 在模型内部构建坚固框架,分块固定其上。适用于超大、复杂或承重模型。
3. 连接增强: 在大型或受力模型的关键连接处内部,可填充发泡胶(膨胀率需严格控制)或灌注环氧树脂,形成内部支撑,显著提升整体性和强度。
五、 最终整合与精修
1. 填补接缝: 使用模型补土、原子灰或可打磨的UV树脂仔细填补分块间的缝隙。少量多次,避免过度填充。
2. 精细打磨: 对接缝填补区域及整个模型表面进行精细打磨(高目数砂纸),直至接缝消失,表面平滑过渡。
3. 整体处理: 进行底漆喷涂(可检查细微缺陷)、上色、做旧或其他涂装工艺,最终完成模型。
大型模型3D打印成功的关键要素:
l 精确的设计与规划: 分块策略和连接结构设计是成功的基础。
l 严格的打印质量控制: 确保每个分块尺寸准确、结构完整。
l 耐心细致的后处理: 打磨和清洁是完美组装的保障。
l 合适的连接方式: 根据模型用途、材料、受力情况选择最佳连接方案(胶合、机械、混合)。
l 精准的组装操作: 对位准确、施力均匀、固化充分。
无论您是艺术家、建筑师、产品设计师、道具师还是狂热模型爱好者,当您的创意尺度超越了打印机的物理边界,“分块打印与精密组装”就是您将天马行空的构想稳稳落地的最好方式。我们在3D打印大型模型方面有丰富的经验,可点此“大型模型项目案例”查看,如有需求,欢迎随时联系我们!